I have been dabbling in 3D printing for the last six months with my MakerGear M2 printer (http://www.makergear.com a fantastic precision machine tool) and have done a lot of printing in PLA. PLA is great for a lot of objects, particularly the various elephants and other things I print for my kids but is too brittle for some types of applications. I have a couple projects I am contemplating that require a tougher material, so I gave Taulman Bridge Nylon a try. Like all things in 3D printing, there is a learning curve but once you have a process for printing with this nylon, it is a fantastic material.
Taulman Bridge
The ‘Bridge’ nylon is intended to combine the toughness of nylon with the printing ease of PLA. I have not tried printing with regular nylon so I cannot comment on how much easier it is to print with Bridge, but printing with Bridge is not quite like printing with PLA. Bridge still absorbs water, it requires a higher print temperature and at least for me, I need to print with thicker layers at a slower speed with Bridge than with PLA. That said, with the right adjustments in place my success printing with Bridge is pretty darn close to my success rate with PLA – probably 90%+ prints I start complete acceptably.
Using Bridge
First off, this is the process I use. I live in Colorado at about 5000ft elevation and relatively low humidity. Your mileage may vary…
Step 1: Dry the Material
Bridge comes on a small diameter spool sealed in a bag with silica gel drying packets inside the bag. Despite the Bridge formulation to reduce wetness, the packaging and the relative dryness of Colorado, I had little success printing with Bridge right out of the bag. Right out of the bag, you will see a lot of steam coming out of the nozzle and I got intermittent sputtering as well. I tried baking the spool in the oven for 6 hours at 175F and this seemed to work reasonably well though the spool deformed a bit. Also, I got the sense that the inner layers of the spool may not have dried as well as the outer layers.
I adjusted my drying technique a bit by getting a small toaster oven from Walmart and then using it to bake just enough loose filament pulled off the spool for a given print:

Preparing to dry a length of Taulman Bridge nylon in a small toaster oven in my garage. I typically pull enough material from the main spool for a specific print, clip it and then bake it loose in the oven at 175F for 6 to 8 hours.
After baking, I let the material cool in the oven for a bit and then I transfer it immediately into a zip-lock bag with a couple packs of silica gel for further cooling and drying overnight.
Step 2: Printer Settings
I use the Simplify3D (http://www.simplify3d.com) software package to slice my models and control the M2. I’ve used a number of the more popular open source packages as well but I really like all the key functions in one place with an easy to navigate GUI. I took the suggested settings for the M2 and nylon and through trial and error made some adjustments from that starting point. The primary problem I ran into was ‘popcorn’ from the print instead of a smooth stream of nylon. After that I also had some adhesion and warping issues. The four main changes I made were to bump up the extruder temperature to 245C, start the build plate at 70C then ramp to 90C for the second layer on, cut the printing speed in half and finally stick to a 0.3mm layer height.
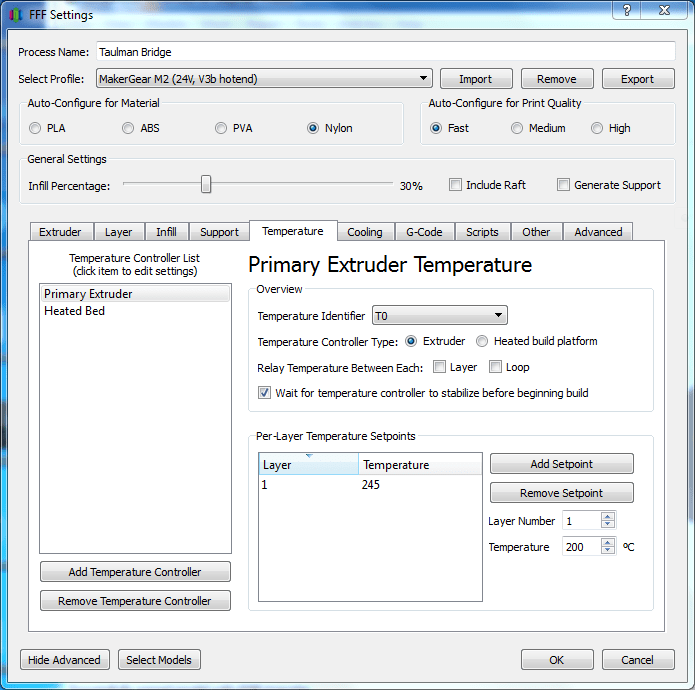
Below are the config screens from Simplify3D with the settings I use for Bridge:
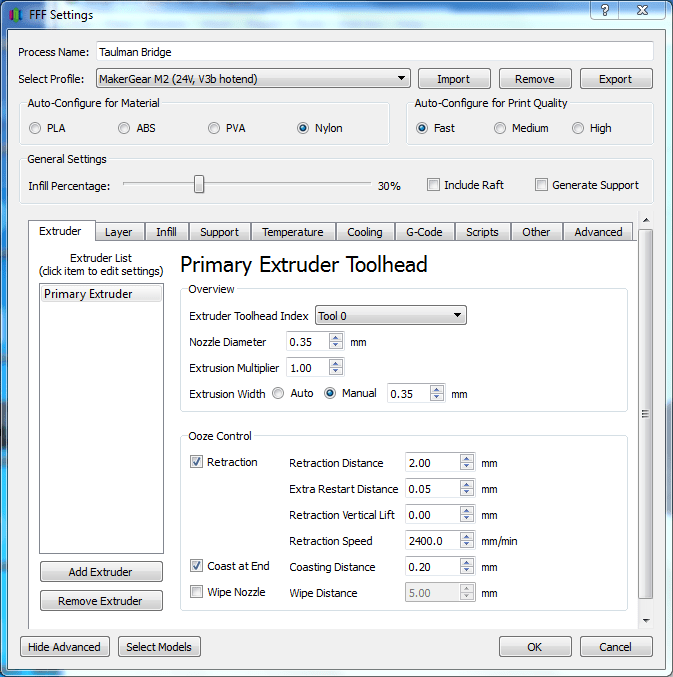
Extruder settings for printing with Taulman Bridge on my MakerGear M2. Note the Ooze Control settings.
Layer settings

Extrusion temperature set at 245C
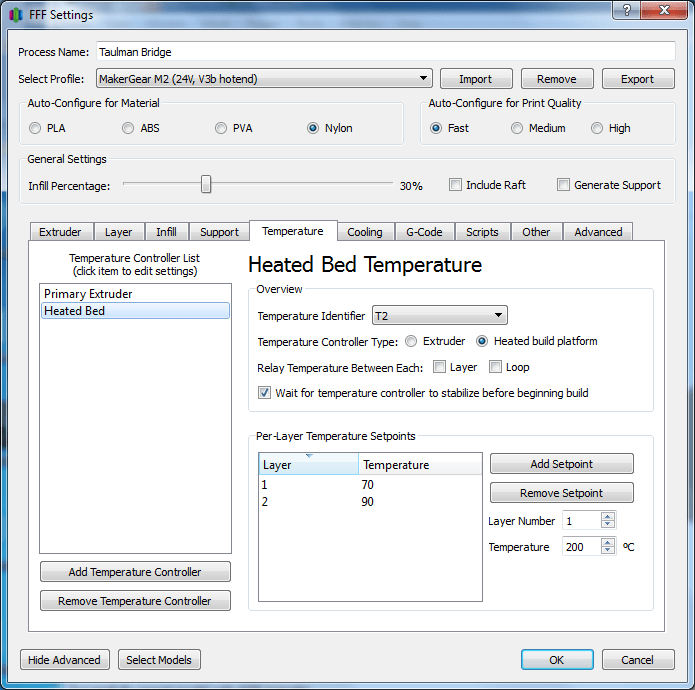
Heated bed at 70C for the first layer and then 90C for the rest.
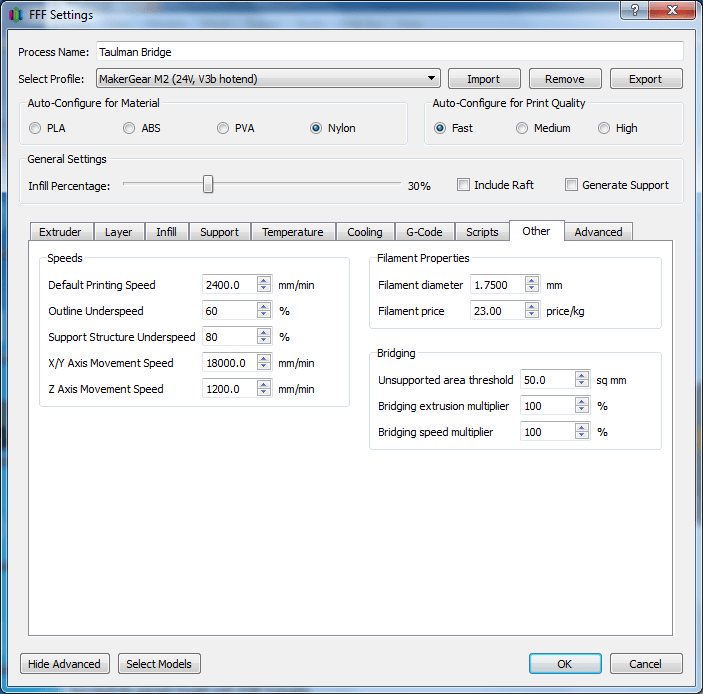
I reduced the default printing speed by 50% from the speed used for PLA or suggested for nylon,
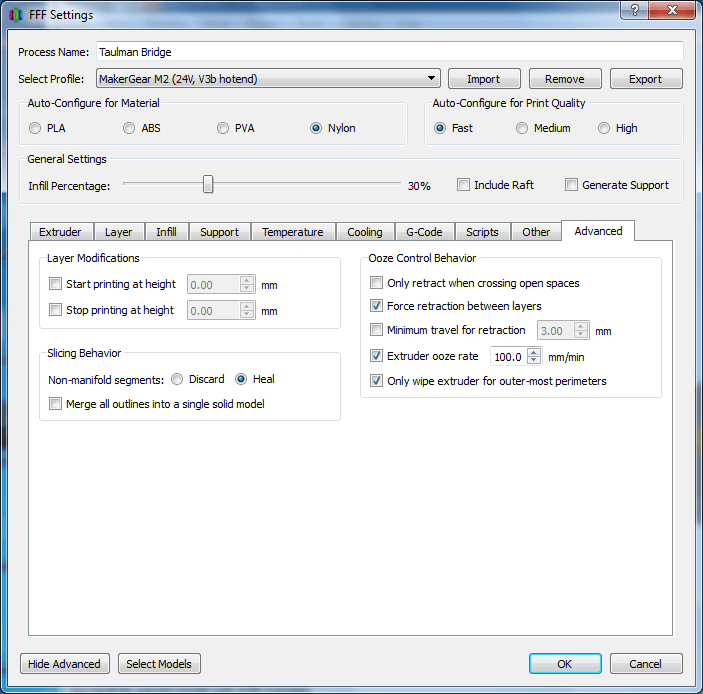
Retraction control and ooze rate.
Step 3: Preparing the Build Plate
A couple test prints with clean glass had adhesion and/or warping problems. I gave the Elmer’s glue coating I use for PLA a shot and it worked extraordinarily well. So well in fact that I have to use a very thin layer of glue, as with thicker layers the nylon is very, very hard to detach. Below are a couple picture of the wet glue on the plate and what it looked like dry just before printing.

Build plate with a thin coating of Elmer’s white glue to improve nylon adhesion.

Plate with the dried glue at 70C.
Finished Product:
For an example of what is possible with Bridge on the M2, I printed Emmett’s Gear Bearing from Thingiverse (http://www.thingiverse.com/thing:53451). This is an absolutely ingenious design of a bearing that can only be produced with 3D printing. If you wanted to use this in a real project, then nylon would be a far better material than PLA or ABS. If you look at the design, it is pretty clear that if your printer or material aren’t dialed in well your odds of getting a working bearing are slim. There are lots of opposing surfaces which could fuse and render the bearing a hockey puck. Emmett’s designs on Thingiverse are exceptional, if you have not looked them over then do yourself a favor and do so.
If the piece will not come loose easily from the build plate, I usually put the plate in the freezer for 5 or 10 minutes after which the piece generally pops right off. Check the start of the video for that demo.

Completed Gear Bearing by Emmett printed on a MakerGear M2 with Taulman Bridge nylon.
Demo Video:
Final Thoughts :
My experience with the Bridge material has been great, once I got the process right. Dry material, higher temperature, slow printing, thick layers and glue for adhesion all seem to matter but the results as demonstrated by the pictures and video are pretty self-evident.